
宏茂礦山機械
先進的鏈條自動焊接流水線
統一咨詢熱線:
187-6664-4666 2025-9-29
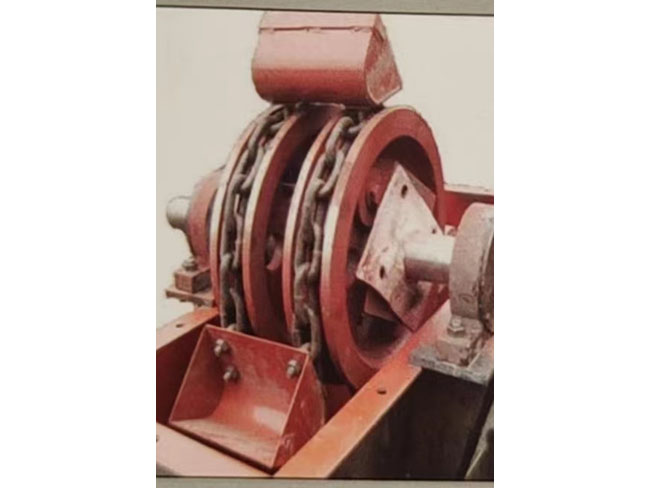
2025-9-29井下潮濕環境礦用三環鏈使用中,具體要如何進行防銹的,作為礦用三環鏈廠家,讓小編帶大家共同了解一下。
在井下潮濕環境中,礦用三環鏈的防銹需通過材料選型、表面處理、潤滑防護、環境控制及維護管理五位一體的綜合策略實現,具體技術路徑及實施要點如下:
一、材料選型:從源頭提升耐蝕性
高合金鋼應用
不銹鋼鏈環:采用316L不銹鋼(含16%-18%Cr、10%-14%Ni、2%-3%Mo),在Cl?濃度≤200mg/L的井下水中耐點蝕當量(PRE)達30以上,壽命較普通碳鋼提升5-8倍。
耐候鋼鏈環:選用09CuPCrNi-A耐候鋼,通過添加Cu(0.25%-0.55%)、P(0.07%-0.12%)形成致密銹層,在CO?濃度5%-15%的潮濕環境中,腐蝕速率較Q235鋼降低60%。
材料表面改性
滲氮處理:對40Cr鏈環進行/氣體滲氮(520-550℃×20h),表面硬度達HV850-950,在含S2?的酸性礦井水中耐蝕性提升3倍。
達克羅涂層:采用鋅鋁鉻酸鹽涂層(厚度6-8μm),在鹽霧試驗(ASTM B117)中960小時無紅銹,較鍍鋅層耐蝕性提高8倍。
二、表面處理:構建物理防護屏障
熱浸鍍鋅工藝
工藝參數:鏈環浸入450-470℃鋅液中3-5分鐘,形成Zn-Fe合金層(厚度≥85μm),在pH 5-9的潮濕環境中腐蝕速率≤0.5g/(m2·h)。
優勢:鋅層作為犧牲陽極保護基體,某煤礦實測數據顯示,鍍鋅鏈環在潮濕巷道中使用壽命達8年,是未處理鏈環的4倍。
電鍍鋅鎳合金
配方優化:Zn-12%Ni合金鍍層在3.5%NaCl溶液中腐蝕電流密度僅0.1μA/cm2,較純鋅鍍層降低90%。
應用場景:適用于高濕度(RH≥90%)且含Cl?的沿海礦井,某金礦使用后鏈環點蝕深度從0.8mm/年降至0.1mm/年。
微弧氧化技術
工藝特點:在鋁酸鹽電解液中通過微弧放電生成陶瓷涂層(厚度20-50μm),硬度達HV1200-1500,在pH 2-12的腐蝕介質中耐蝕性提升10倍。
案例:某銅礦斜井提升鏈環采用微弧氧化處理后,在含SO?2?的酸性水中運行3年無腐蝕穿孔。
三、潤滑防護:化學隔離腐蝕介質
防銹潤滑脂選型
鈣基脂:適用于RH≤85%的普通潮濕環境,滴點≥90℃,在煤塵環境中可維持6個月防護效果。
鋰基復合脂:添加二硫化鉬(MoS?)和石墨,在-20℃至120℃寬溫域內保持油膜完整性,某煤礦實測顯示,使用該脂后鏈環銹蝕面積減少75%。
合成烴潤滑脂:用于RH≥95%的極潮濕環境,抗水淋性(DIN 51817)達98%,在淋水條件下可維持3個月有效防護。
潤滑工藝優化
預涂處理:新鏈環使用前浸泡在含0.5%亞硝酸鈉的防銹油中24小時,形成初始防護膜。
定期補脂:每班檢查潤滑狀態,發現油膜變干或脫落時立即補充,采用自動潤滑系統可降低人工維護成本40%。

山東宏茂礦山機械有限公司 魯ICP備17007308號-1  魯公網安備 37098202000435號
魯公網安備 37098202000435號 ![]()
![]()














 首頁
首頁
 產品
產品
 電話
電話